確かな精密板金加工、レーザー加工技術で安心:安全の高品質
私たちは、短納期・一品制作のニーズに合わせ、
ISOの元で緻密な管理体制で製品を制作いたします。
板金加工と聞くと、車の修理をイメージされる事がよくありますが、当社の場合、
平たい金属を加工を施して製品の形にしていく板金加工です。
小ロットや短納期でのご依頼にも対応できるように管理体制を構築しております。
新規導入機械


加工実績




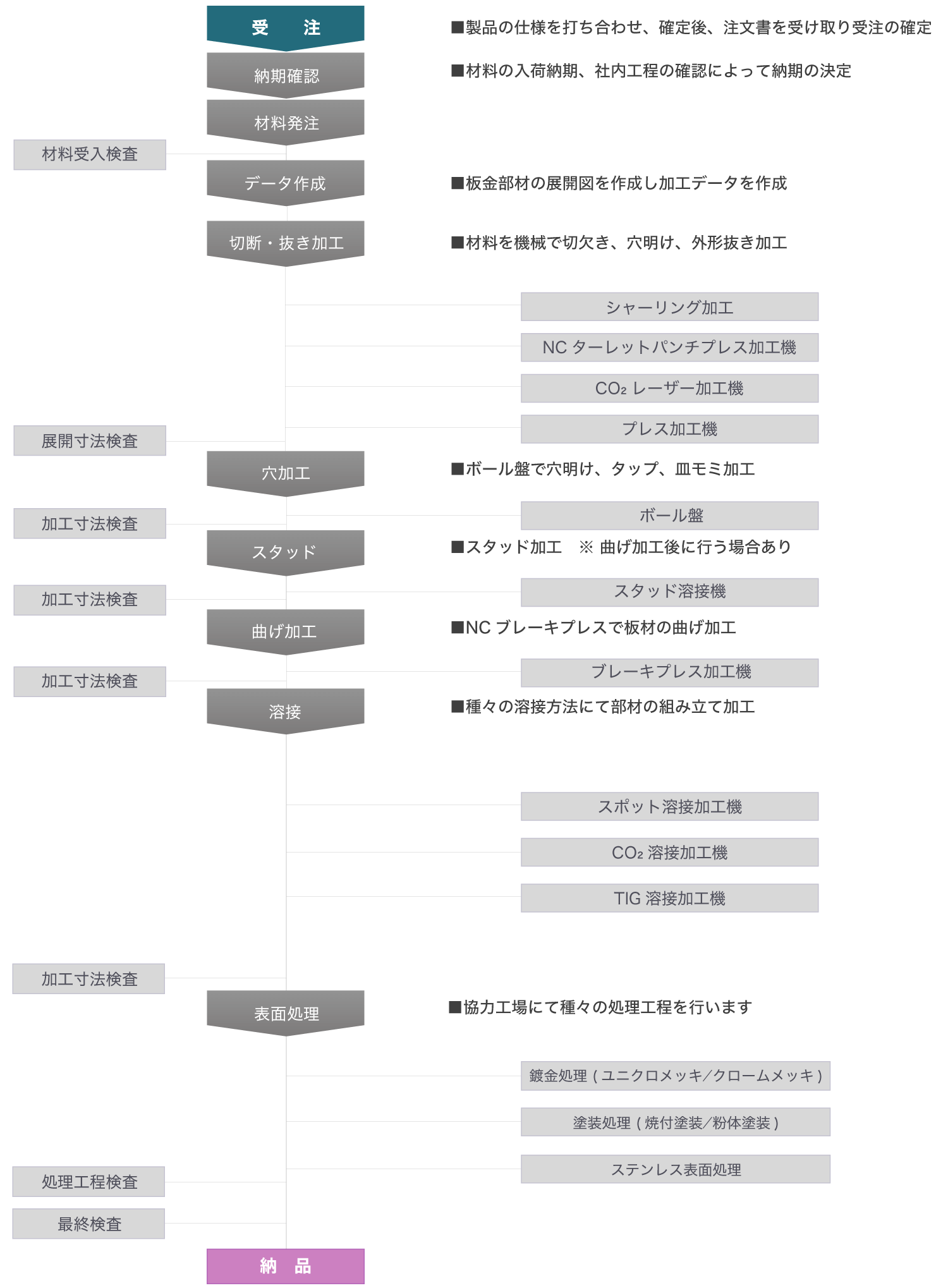
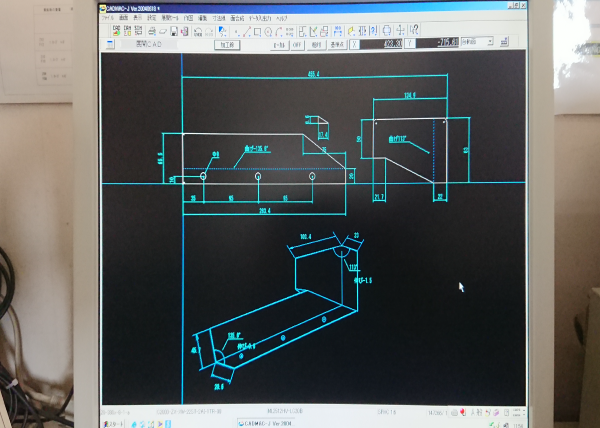
■板金部材を展開図作成
CADで展開図を作成します。
 展開図作成はPCのない時代は全て計算で行っていました。ですから、斜めの部分や湾曲した曲面を有する部材の展開は関数などを用いて計算しなくてはならず、大変でした。現在はPCのCAD機能で簡単に行えます。片手に関数電卓の時代は終わりました。
展開図作成はPCのない時代は全て計算で行っていました。ですから、斜めの部分や湾曲した曲面を有する部材の展開は関数などを用いて計算しなくてはならず、大変でした。現在はPCのCAD機能で簡単に行えます。片手に関数電卓の時代は終わりました。

■シャーリング加工機
鋼板の裁断、寸法切りを行います。t 4.5㎜まで切断します。


■NCターレットパンチプレス加工機
通称タレパンと言います。
NC制御で鋼板の穴明け、隅切、外形抜き等の加工を行います。
t3.2まで加工可能です。


■CO2レーザー加工機
通称レーザーと言います。鋼板の穴、外形切断等を1/100㎜の 精度で行います。
厚板t12まで加工可能。アクリル等の樹脂も 切断します。
(鉄板t0.8~t12.0 ステンレスt0.5~t3.0)


■プレス加工機
鋼板の穴、外形切断等の加工を行います。


■コナーシャリング加工機
寸法切した材料の角の切欠き等の加工を行います。
 1980年代ころは、NC制御で加工する機械がなく、プレスとコーナーシャーリングで材料の外形加工を行ってました。PCなんて無かった時代です。
1980年代ころは、NC制御で加工する機械がなく、プレスとコーナーシャーリングで材料の外形加工を行ってました。PCなんて無かった時代です。

■ボール盤
・穴明け加工 主に厚もの鋼板や鋼管に穴を明けます。

・皿モミ加工 穴の面取りや皿ビス用の皿加工をします。

・穴やバーリングの内側にねじを刻む加工を行います。
 ボール盤の穴明けは昔からある加工技術です。手作業なので±0.5㎜の加工公差で設計する必要があります。
ボール盤の穴明けは昔からある加工技術です。手作業なので±0.5㎜の加工公差で設計する必要があります。

■スタッド加工
・雄ネジや雌ネジのボスを鋼板に電気溶接します。



■NCブレーキプレス加工機
・通称、ブレーキと言います。NC制御のバックゲージが付いていて、
精度は1/10㎜以下で曲げ加工が可能です。
曲げ起こしてレール形状、箱形状の形成を行います。
 ブレーキ加工では、作業者が曲がるタイミングに合わせて製品を回転するように手でフォローし腰折れを防ぎます。
ブレーキ加工では、作業者が曲がるタイミングに合わせて製品を回転するように手でフォローし腰折れを防ぎます。
■スポット溶接加工機
・部品を重ね、上下の電極で押え付けて溶着させる溶接方法。鋼板の厚みは1.6㎜まで可能です。

■CO2溶接加工機
・ワイヤー式の細い溶接棒がトーチの先から自動的の出て溶着します。
わりと簡単に出来るので一般的な溶接となっています。
但し、素人が行うとイモ溶接になり易いので注意しましょう。
綺麗な波紋の溶接肉に仕上げるは熟練が必要です。


■TIG溶接加工機
・ガス溶接を電気化した溶接方法です。
トーチからアルゴンを出しながら溶接するので、アルゴン溶接とも言います。
溶接肉をこんもりと付けたくない場合向いています。
溶接された部分は組成分子が酸化されますので錆易くなります。後処理に気をつけましょう。
